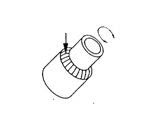
Materi Posisi Pengelasan 2F dan 2G Pada Pipa
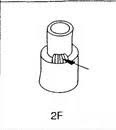
Posisi pengelasan 2f dan 2g pipa materi dan bahan ajar Posisi 2F & 2G pada Pipa PROSEDUR PENGELASAN PIPA POSISI 2F DAN 2G a. Prosedur Umum ( review ) Secara umum, prosedur-prosedur yang harus dilakukan setiap kali akan, sedang dan setelah pengelasan adalah meliputi hal-hal berikut ini : Adanya prosedur pertolongan pertama pada kecelakaan ( P3K ) dan prosedur penanganan kebakaran yang jelas/tertulis. Periksa sambungan-sambungan kabel las, yaitu dari mesin las ke kabel las dan dari kabel las ke benda kerja / meja las serta sambungan dengan tang elektroda. Harus diyakinkan, bahwa tiap sambungan terpasang secara benar dan rapat. Periksa saklar sumber tenaga, apakah telah dihidupkan. Pakai pakaian kerja yang aman. Berdiri secara seimbang dan dengan keadaan rileks. Selalu gunakan kaca mata pengaman ( bening ) selama bekerja. Periksa, apakah penghalang sinar las/ ruang las sudah tertutup secara benar. Konsentasi dengan pekerjaan. Setiap gerakan elektroda harus selalu terkontr